Excellent way of describing, and fastidious post to obtain information about my presentation subject
matter, which i am going to present in university. https://Www.waste-Ndc.pro/community/profile/tressa79906983/
EXPLORATION
octubre 22, 2018
Understanding and Preventing Heat Check Cracking on Drill Rods
What is Heat Check Cracking?
Heat check cracking is the engineering term describing the brittle cracking failure of steel, wherein a thin surface layer has become excessively hard and brittle as the result of rapid cycles of frictional heating and cooling.
The frictional heating is the result of ‘rubbing’ contact or ‘drag’ against a mating surface. Friction heat can build to exceed the transformation temperature of the steel (or ‘austenite transformation start temperature’, ~750degC/1350degF), followed by rapid cooling from surrounding steel or cooling fluid, hardening, and embrittlement. When this cycle repeats frequently, the heating and cooling create rapid expansion and contraction which leads to fatigue failure, seen as perpendicular cracks that propagate from the surface.
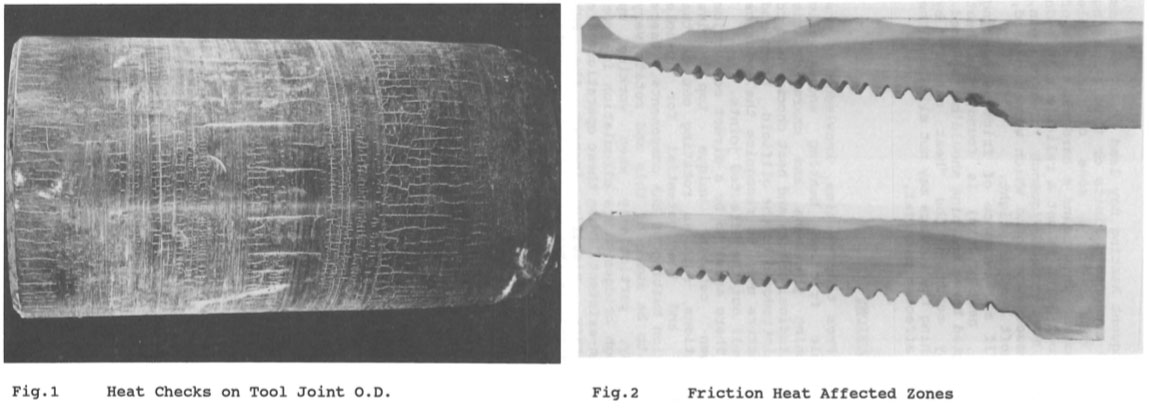
Figure 1 – Oil & Gas Tool Joint with heat check hardening and cracking
While this phenomenon is well documented in engineering texts, the problem has been prominent in the oil and gas exploration industry since the 1940’s. The API (American Petroleum Institute) describes heat check cracking as, “Formation of surface cracks formed by the rapid heating and cooling of the component” (API ‘RP 7G-2, Recommended Practice for Inspection and Classification of Used Drill Stem Elements’, and ‘RP 96, Deepwater Well Design and Construction’.)
A 1992 IADC/SPE paper on heat check cracking described full-scale simulations to prove that the heating and hardening are easily achieved, but that fatigue cracking only results from the rapid heating and cooling associated with each rotation of the drill string.
How does Heat Check Cracking develop on Wireline Coring Rods?
As shown in these pictures of wireline coring drill rods, heat check cracking can actually be easily identified, visually in the field. Heat check cracks are unique in that they follow the axis of the rod (longitudinal or ‘axial’ orientation), and are located near the female or box end shoulder, and are associated with a shiny, polished wear area. This section of the box always protrudes slightly more than any other area on a wireline drill rod and grows or ‘bulges’ under high drilling loads.
‘Box bulging’ is the result of a) the interference fit between the pin and the box (which is responsible for keeping the joint closed under deceleration ) and, b) the compression of the box shoulder under torsion and any radial loading from the thread-form. The positive load flank angles of traditional thread-forms, such as Q™ threads, generate radial load components that can increase box bulging to the point of separation, whereas premium thread forms with reverse-angle load-flanks, such as RQ™ and XQ™, actually limit box bulging.
Since heat check cracks are the result of fatigue loading, they always start from the surface and form perpendicular to the direction of the expansion and contraction which is longitudinal or axial on a drill rod and easily pass across turns of thread. Fatigue failures that result from excessive drilling loads or excessive deviation always produce cracks that start internally and form perpendicular to the axis, or circumferentially, and typically follow the thread. In other words, since there are no drilling loads that act circumferentially, the only way to form longitudinal or axial cracks is through rapid heating and cooling.
Also, consider that the fatigue strength of any steel is less than only 50% of its normal ‘yield strength’ and that hardened steel is much more brittle than tempered steel. When subjected to excessive fatigue loading, the maximum expected life of any steel is less than three million cycles of alternating load. In terms of a spinning wireline drill rod, this represents less than a few days operation—at most. This same material limitation is behind fatigue failures in drill rod joints when subjected to excessive deviation (refer to our earlier article, “Drill Rod Bending Capabilities and deviated hole applications).
These limitations hold true for all wireline drilling industry carbon and alloy steel grades, all tube forming processes, all parallel and variable wall tubing, and all heat treatment configurations. This is because the transformation temperature is determined by carbon content, and does not worsen significantly without abnormally high levels of carbon (for example, the grade AISI/SAE 1541 has excessive carbon and a reduced transformation temperature, which was a common grade before heat treatment became popular). Also, whether a drill rod was initially heat treated or not, steel will transform when frictionally heated above its critical temperature, regardless of previous material properties.
Figure 2 – Various wireline coring drill rod samples with heat check hardening and cracking
Further, these material limitations hold true regardless of whether a drill rod is new or used, i.e. transformation properties do not change with use. Operators who suffer from heat check cracking often claim to have older rods that did not crack, which is just a coincidence. That is to say, whether or not a heat check cracking incident occurs depends on a difference in the loading – possibly in the same hole – rather than any difference in the drill rods.
Avoiding Heat Check Cracking Failures
In summary, ‘heat check cracking’ is the result of an application issue where there is heat generated by a) lateral contact pressure and, b) insufficient lubrication, leading to fatigue failure.
Lateral contact pressure, or ‘drag’, can obviously be created with a misaligned drill rig or when the drill rod string passes through a deviation, but more typically is associated with drill string buckling, due to excessive drilling torque, rotational speed, and thrust or ‘weight on bit’. A reduction in any of these operating parameters will reduce the lateral contact pressure. However, in some cases drill rod midbodies may have been permanently twisted or ‘bent’, due to dynamic overload or due to roller rod handlers, which adds to lateral contact pressure. Always minimize fatigue and lateral loading by limiting hole deviation “dog-legs” (total deviation in dip and azimuth) to less than 1 degree per rod length, monitoring with tight hole survey intervals, and corrective reaming operations (limit to less than 0.6deg per rod in larger diameter holes). Avoid dynamic loading and rod twisting by maximizing spacing between multiple deviations and by eliminating neighboring deviations with opposing or divergent directions. Alternatively, select a free-cutting drill bit which will allow for reduction in torque and thrust. Use a Boart Longyear™ shoulder thickness wear gauge to inspect for un-even wear around the box shoulder circumference, which can provide an early warning to adjust operating parameters or improving lubrication.
It is helpful to apply and maintain an appropriate lubricant or grease coating on the outer surface of the drill string which can directly reduce the friction factor and the heat generated. During rod pulls, visually inspect how the coating has worn away as a good indicator of the degree of lateral contact. ‘Shiny one-sided’ wear patterns, either at the box ends or with a ‘slow’ one-quarter spiral turn over the rod length, indicate excessive loading.
While drilling fluids contribute to heat check hardening by quenching heated surfaces, maintain a high fluid pressure and consider polymer additives to improve lubrication, and reduce frictional heating and quench severity.
Finally, consider this recommendation from the IADC/SPE, “When users are confronted with the cause of failure, the initial reaction is often disbelief…It is difficult to believe that tool joints can be heated above their critical temperature while drilling…in the presence of mud circulation. From time to time, knowledge of the in-hole friction heating and cyclic quenching phenomena and characteristic longitudinal cracks need to be reintroduced to the field. Users and inspectors need to recognize the evidence and cull out the affected joints.”
DOWNLOAD PDF
Download the full PDF of Drill rod threads: tips to avoid common problems and improve productivity
DOWNLOAD
DISCUSSION
-
-
Couples who meet via area of interest dating apps usually share deeper connections proper from the beginning, having aligned on elementary aspects of their id and culture. These are prime opportunities to meet people from everywhere in the world who are either residing in the States or visiting. Technicians will begin the process by putting your automobiles drive wheels over the rollers of the dyno, and connecting your automobiles engine to the dyno’s computer. Many outlets a few occasions a yr will host a dyno day, the place for a decrease price individuals all over the state bring their automobile to show off not solely its seems, however its power. With this info technicians can tweak and tune your engine to get up to an extra fifteen % gas mileage and reduced emissions, making your car the cleanest and most economical on your avenue. These tunes take your automobiles baseline statistics and analyze facets akin to gear ratios, air to gas ratios, and emissions. Getting discover out your automobiles raw energy and baseline statistics while assembly and sharing stories and ideas with other automobile enthusiasts. From there technicians get a baseline map of your vehicles efficiency and economic system statistics. Another great technique to get acquainted is to hitch native relationship occasions or meet-ups in your space. Get Your Feelings Transformed Into European And Typical Roman Charm! The artwork assortment consists of hundreds of European paintings, prints and drawings out of your 13th to the nineteenth century. A unique water system was built in the 16th century to the 18th century. Immunological effects. Some analysis means that trace elements present in mineral water are absorbed through the pores and skin and have an effect on the immune system. Once you obtain a ticket, you are able to pay a visit to the museum greater than as quickly as on exactly the identical day. If you want to exercise your flamenco skills then visit Nerja when it celebrates the Cueva Nerja Festival; it’s a very crowded occasion, full of funny and animated moments. Remember to e-book tickets weeks ahead, especially for those who plan to go to it throughout one of many fiestas intervals. Considered one of the main points of interest of Nerja is definitely Balcon de Europe, the place which can be pleased with containing probably the most picturesque landscapes in Spain. It is extremely simple to enjoy this city, as there are a lot of buses that go to Nerja each day. When you travel right here, do not miss the caves of Nerja. Tourists are fascinated by the wonderful landscapes and the beautiful paintings displayed here, so it ought to be visited at least once throughout your keep. You must pay 10 Euros if you are as a minimum 18 years previous. Storage shared by children and teenagers needs to be closed to maintain muddle out of sight, and every household member ought to have not less than one shelf of his or her personal behind closed doorways. Keep an open thoughts in case your answers lead the designer to suggest one thing unexpected. Open up the telephone book and you may find a plethora of customized garages that specialize in the sale and installation of after market components to a wide range of automobiles. 3. Discover a lug nut that’s opposite or throughout from the primary and tighten it down as nicely. 2. Pick [url=http://charmingdate.weebly.com/]CharmingDate.com[/url] the lug nut at the best point in the pattern and tighten it down utilizing a tire iron. The IDL is roughly based on the meridian of 180° longitude, roughly down the center of the Pacific Ocean, and halfway around the world from the IERS Reference Meridian, the successor to the historic Greenwich prime meridian running via the Royal Greenwich Observatory. In the subsequent weeks of World War II, the heaviest bomb as much as that point can be dropped, and essentially the most intense air raid staged. April 13: A massive Allied bombing raid hits German targets in Hungary and Yugoslavia, as well as in Nazi Germany correct. While all these retailers are equipped with a properly skilled and educated staff, they can not give you crucial aspect of enhancing and customizing your automotive. After choosing one of the numerous dyno tuning shops in Ohio you will have the selection of many after market elements, authentic equipment elements, and engine mapping layouts. Dyno tuning isn’t all about speed and efficiency.