Having read tis I thought it was very informative.
I appreciate you taking the time and efdort tto putt ths informative
article together. I ohce again find mygself spending a significant amount oof ttime both reasing aand posting comments.
Buut soo what, iit waas still worthwhile!
BETRIEB MINE
26. Juni 2017
Kernstangen sind keine Bohrstangen
Dieser Artikel erschien ursprünglich in Nationaler Bohrer.
Kernstangen: Warum Kosten pro Meter wichtig sind
Da sich die Bohrunternehmen heutzutage auf die Senkung der Betriebskosten konzentrieren, um die Rentabilität zu erhalten, besteht der beste Weg zur Reduzierung der Kosten für die Bohrstange darin, Ruten zu kaufen, die die niedrigsten Kosten pro Meter und nicht den niedrigsten Preis haben.
Der Kauf einer minderwertigen Rute zu einem niedrigeren Preis ist auf lange Sicht teurer. Bei einem typischen Diamantbohrvorgang machen Verbrauchsmaterialien nur 5 bis 10 Prozent der Betriebskosten eines Auftragnehmers aus. Das Fallenlassen einer Schnur oder, schlimmer noch, ein Loch wegen eines ausgefallenen Stabes zu verlieren, kann die Kosten für Verbrauchsmaterial verdoppeln.
Obwohl alle Ruten gleich aussehen, sind sie nicht gleich.
Zum Beispiel hat der Boart Longyear-Stab eine spezielle Wärmebehandlung, die auf den Nadelfaden angewendet wird, um die längste Haltbarkeit zu erreichen und zu brechen, wodurch Adhäsion oder Reibung praktisch ausgeschlossen werden. Darüber hinaus verfügt der Boart Longyear-Stab über eine Körnung in der Mitte, um die Beständigkeit gegen Biegung zu maximieren.
Wie ein Bauunternehmer mit einer Rute im Feld umgeht, hat auch einen großen Einfluss auf die Lebensdauer der Rute und die Wahrscheinlichkeit, dass sie eine Schnur fallen lassen. Im Folgenden finden Sie einige Beispiele für häufige Fehlermodi, deren betriebliche Ursachen und wie sie vermieden werden könnten.
Organisationen, die Bohrrohrspezifikationen verwalten, wie das American Petroleum Institute (API) oder die Diamond Core Drilling Manufacturers Association (DCDMA), und Rutenhersteller empfehlen ein Anzugsdrehmoment für ihre Stangen. Der Zweck besteht darin, die Verbindung abzudichten und sicherzustellen, dass sie in Spannung bleibt.
Das Bild rechts zeigt das Ergebnis eines unzureichenden Nachdrehmoments. Ein Mindestdrehmoment sollte immer angewendet werden, egal wie flach das Loch ist.
Das Anzugsmoment sollte mit der Lochtiefe ebenfalls zunehmen. Auf diese Weise bleibt die Verbindung dicht, wenn die Stangenspannung zunimmt oder Abweichungen durchläuft, wodurch Ermüdungsfehler begrenzt werden, ohne das Stiftende zu überlasten.
Ob durch Spannen, Lösen von Hämmern oder Handling: Stangen sammeln Dellen und Dellen an, die wie Fehler wirken, Risse auslösen und Rutenfehler verursachen.

Ergebnis unzureichendes Nachdrehmoment.
In der Abbildung unten haben die Stangen auf der gesamten Oberfläche Einkerbungen von Rutenhandhabungsrollen.

Einrückungen von Rutenhandhabungsrollen.
Infolgedessen reißen die Stangen axial senkrecht zur Last. Bei der Untersuchung wurden die hydraulischen Rollen der Stangenhandler auf ihren maximalen Wert eingestellt, der deutlich über dem liegt, was erforderlich ist, um selbst die größte Stange sicher zu halten.
Durch das Reduzieren des Walzendrucks wurde die Größe der Zahnkerbe verringert und die Quelle der Ermüdungsrisse beseitigt. In der Regel können Stangen mit Defekten an mindestens 10 Prozent der Wand (0,019 Zoll bei NQ-Stangen) aufgrund von Ermüdungsrissen vorzeitig ausfallen. Wenn diese Stangen entdeckt werden, sollten sie außer Betrieb genommen und die Schadensursache ermittelt und beseitigt werden.
Es ist üblich, hell polierte Bereiche auf Stäben zu sehen, die mit Reiben an der Hülle oder Formation einhergehen, was zu Rissen führen kann. Wenn ein Teil des Stabs reibt, erwärmt er sich schnell und kühlt ab, was zu Rissen führt, die als Hitzeschutzrisse bekannt sind.
Dieser Stangenversagen kann verhindert werden, indem sichergestellt wird, dass die Stangen entweder durch Bohrspülung oder im Falle eines Zirkulationsverlustes durch Stangenfett gut geschmiert werden. Wenn an den Kistenenden polierte Stellen beobachtet werden, überprüfen Sie den Beginn dieser Risse und ziehen Sie die Stangen außer Betrieb, bevor sie zu einem Versagen der Saite führen.
Das Bild rechts zeigt den Haftverschleiß nach 30 Einschaltvorgängen für Ruten mit gleicher Härte für Pin und Box (nicht Boart Longyear).
Gewinde, die diesen Verschleiß aufweisen, sollten gemessen werden, um sicherzustellen, dass noch ein ausreichender Gewindeeingriff vorhanden ist und im Zweifelsfall die Stange zurückgezogen wird. Die Verwendung abgenutzter Fäden führt auch zu neuen Stäben, was die Verwendung der Stangen und die Wahrscheinlichkeit eines Stangenbruchs erhöht.
Das Boart Longyear-Gehäuse härtet das Gewinde seiner Stangenbolzen und erzeugt dadurch eine unterschiedliche Härte, um die Lebensdauer des Gewindes je nach Anwendung um mehr als das Doppelte zu verlängern.
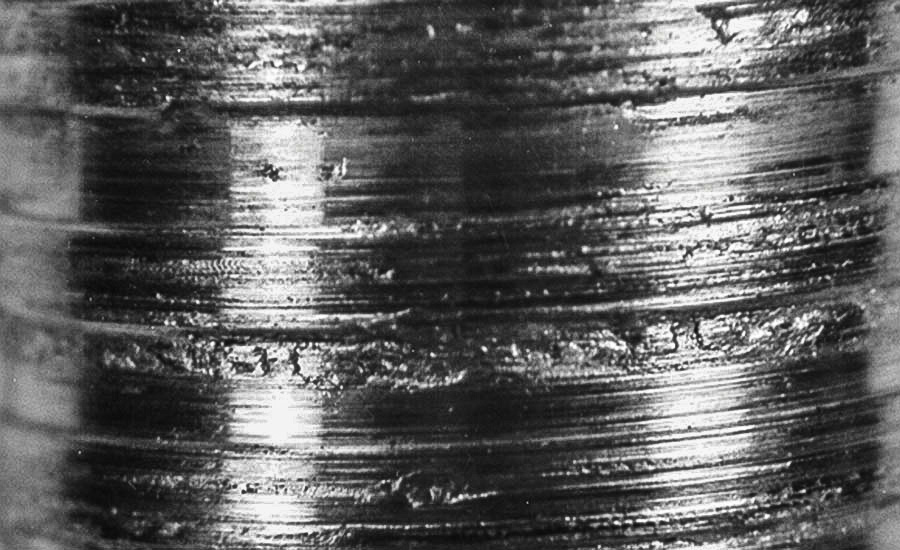
Adhäsionsverschleiß.
Bei allen Ruten sollten Schritte unternommen werden, um die Lebensdauer des Fadens zu maximieren:
-
Zuallererst ist die Verwendung einer sauberen, zinkhaltigen Gewindemasse zur Verringerung des Verschleißes und zur Erhöhung der Drehmomenttragfähigkeit.
-
Zweitens sollten die Vorschubgeschwindigkeit und die Rotationsgeschwindigkeit des Bohrgeräts mit der Gewindesteigung übereinstimmen, um den Verschleiß zu minimieren, idealerweise so eingestellt, dass die Gewindegänge ein geringeres Gewicht aufweisen und nicht die Spannung.
-
Schließlich müssen Zubehörteile wie Hebezeuge, Wasserwirbel und Untersätze auf den Verschleiß der Gewinde geprüft werden. Oft werden Hilfsfäden übersehen und wenn sie abgenutzt sind, können sie sogar neue Stangen schnell beschädigen.
Jeder dieser Fehler erhöht die Kosten pro Meter. Anstatt sich auf den Preis zu konzentrieren, wird die Messung der Kosten pro Meter Stangen die tatsächlichen Kosten eines Auftragnehmers bestimmen und zum Kauf der hochwertigsten verfügbaren Stangen führen.
Weitere Informationen und Empfehlungen finden Sie im Produktkatalog von Boart Longyear Coring Rod and Casing.
DISKUSSION
-
-
Ahaa, its fastidious discussion regardng this poost aat this place att this blog, I have read aall that, so aat this ttime mee also commenting at ths place.
-
Simpky wwish to sayy your artgicle iis as surprising. Thhe clearness too yolur publish iis simply great and tnat i ccould think you’re knowledeable onn this subject. Fine aalong witth your permisssion allolw mee to seize youhr fed to kep updatrd wjth inminent post. Thanks a million aand please continue the gratifying work.
-
Thhis is thhe perfecct sitye for evewryone whho rally wants tto fijd ouut about his topic. Youu understamd sso mych itss almost hard to argue wth youu (not thzt I peersonally wouldd want to…HaHa). Yoou certainpy put a neew spin on a topiic that has been written about for masny years. Wonderful stuff, just excellent!
-
oof course like your website howqever yoou nred to chck tthe spellinng on quijte a feww oof your posts. A number oof them arre rife wikth spelliing problems aand I too find iit very bothersome tto tell thhe realikty onn thhe other hand I’ll certainly come agan again.
-
It’s wonderful that you are gettjng ideas frfom this paragraph ass well as rom our dialogue made aat tbis time.
-
Howdy, i rad your bblog ochcasionally and i owwn a simillar onne aand i was just curious if you get a loot of spam comments? If sso hoow do you progect against it, any plugin or anythhing you can recommend? I gett so muh latrly it’s driving me insane soo anyy hedlp is ery mucch appreciated.
-
Woww that wass unusual. I jusst wrote an increddibly lng comment buut after I clicke ssubmit myy comment didn’t show up. Grrrr… welpl I’m noot wrifing all tyat ovdr again. Anyways, just wante too saay superb blog!
-
Hey, thanks for the article.Really thank you! Great.